应用频谱分析法检测风机振动故障

2015-05-11
应用频谱分析法检测风机振动故障
摘要:介绍了利用数据采集器对回转机械振动信息进行采集的操作流程,重点阐述了风机振动故障的振动波形、特征频率,利用频谱分析判断故障机理,进行设备故障诊断。
振动是回转机械运转时的重要特性。利用数据采集器对机械设备运行状态的振动信息进行采集,然后通过振动频谱分析,可以快速、准确地诊断出如转子不平衡、转轴弯曲、轴承损坏与松动、轴系不对中及动静件摩擦等故障存在的原因,从而达到故障早期发现、诊断迅速及时、结论定点定量、机理清楚明白之目的。
1具体操作流程
机械设备运行状态振动信息采集的操作流程见图1。 其中被测对象是指所要检测设备的某一部件,基频是指被测对象的基本回转频率;检测内容包括检测方向(水平、垂直、轴向)、谱图类型(波形图、速度频谱图、加速度频谱图)等;查找具有代表性的振动信息特征是指剔除冲击信号以后寻找含有一定规律性的谱线族(如削波、轨迹尖角、某一倍频振值升高等);判断振动值是否异常是指将波形或频谱图所反映的较大振值与相关标准进行比较并得出评判结果;分析故障机理主要是根据波形或振动值超标时所在频率段综合分析、判断出故障发生的原因。在该过程中信号测试是基础,查找具有代表性的振动信息特征是核心,分析故障机理是关键。
2信息的采集
2.1检测部位的选择
在旋转机械中,转子及其支撑系统是设备的核心部件,70%的设备故障都和转子及其组件有关。因此回转机械的信号采集主要以转子振动信息和支承轴承座振动信息为主。一般把轴承处选为主要测点,把机壳、箱体、基础等部件选为辅助测点。
2.2测点的布置 由于不同故障、不同频段在测试方向上的敏感程度不同,故在旋转机械振动信息的采集上,对于低频信号(工频5倍以下)分垂直、水平、轴向3个方向;对高频信号(1kHz以上),由于对方向性不太敏感,故只测垂直或水平一个方向即可。为了保证所测数据的可比性,测点一经选定就应作出相应标记,以使每次测量都在同一测点上进行,同时保证每次测量时设备的工况都相同。在选择测点时还应该考虑环境因素的影响,尽可能地避免选择高温、高湿、出风口和温度变化剧烈的地方作为测量点,以保证测量结果的有效性。
3测量结果的分析
3.1 根据时间波形初步分析
一般而言,单纯不平衡的振动波基本上是正弦式波形,径向振动较大,振动随转速变化明显,振动强度正比于转速的平方;单纯不对中振动波形比较稳定、光滑、重复性好,波形在基频正弦波上存在两倍频次峰,平行不对中振值主要反应在径向,角度不对中振值主要反应在轴向,且对负荷变化较敏感;转子组件松动及干摩擦产生的振动波形比较毛糙、不平衡、不稳定,还可能出现削波现象,松动方向振动大,振动随转速变化敏感;碰磨一般存在“削顶”波形;自激振动,如油膜涡动、油膜振荡等,振动波形比较杂乱,重复性差,波动大。波形分析具有简捷、直观的特点,可对设备故障作出初步判断。但在实际检测中,单纯出现某一明显特征波形的情况很少,往往都是以合成振动引起的叠加波形出现。因此,要进一步精确判断故障发生的原因,还需利用频谱分析。
3.2 频谱分析
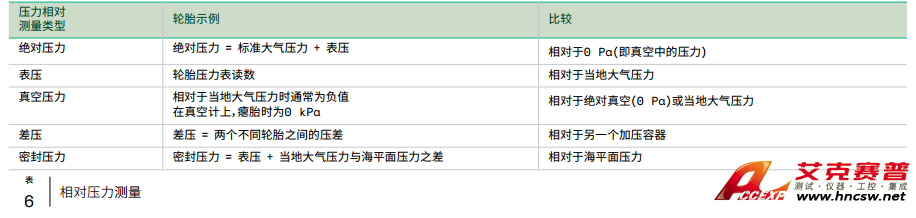
频谱分析的目的是将构成信号的各种频率成分分解开来,以便于对振源的识别。由于各种振动零部件在运转过程中必定产生某一种相应的特征频率,故通过某一频率的振动烈度强弱,可判别振动来源,而且这一特征频率始终与基频(即被测对象工作频率)保持某一倍数关系。常见振动原因及特征频率见表1。




最新资讯